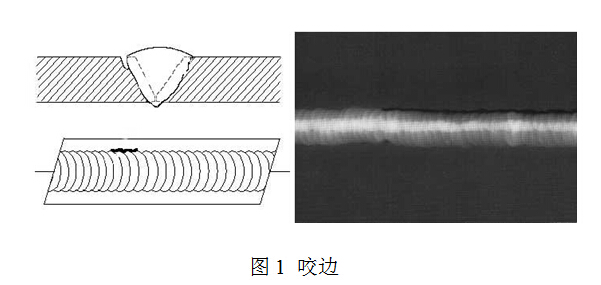
1 咬边
咬边是指焊缝边缘母材上被电弧烧熔的凹槽未被填满。(如图1) |
 |
|
产生咬边的主要原因是:
(1)焊接电流过大;
(2)焊条角度太陡;
(3)电弧太长;
防止措施:
(1)选择合适的焊接电流;
(2)焊条摆动时,在坡口边缘停留时间稍长些;
(3)操作时电弧不要拉的过长; |
| |
|
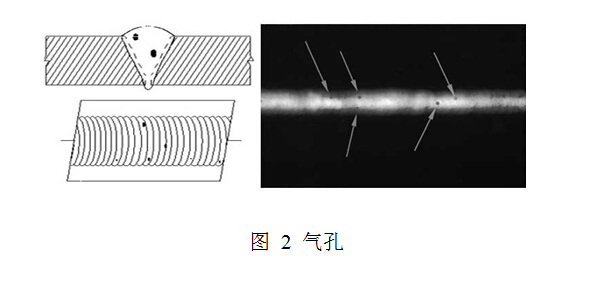
2 气孔
是指熔池中的气体来不及逸出而停留在焊缝中的孔眼。也就是气体在焊缝中形成的孔洞,通常成球状,也可能为细长状。(如图2)
气孔存在不同的类型:a)均匀分布的;b)密集分布的;c)链状分布的 |
 |
|
产生气孔的主要原因:
(1)工件表面不洁净(如存在铁锈、油脂、水、涂层材料等);
(2)电弧太长,保护效果减弱,使空气中氮气、氧气侵入;
气孔防止措施:
(1)清理接头及邻近表面铁锈、油脂等;
(2)改变焊接条件和工艺;
(3)采用合理方式烘干和储存焊条 ; |
| |
|
3 夹渣
夹渣是指熔池中的熔渣末浮出而存在于焊缝中的缺陷。(如图3)
产生夹渣的主要原因是:
(1)焊接电流太小;
(2)焊速太快;
(3)多层焊时,清渣不净; |
 |
防止措施:
(1)多道焊时及时清理前一道焊缝表面;
(2)增加接头的坡口角度;
(3)选择合理焊接工艺; |
| |
|
4 弧坑裂纹(火口裂纹)
是指在焊缝收尾处的裂纹,凹陷的弧坑内所形成的裂纹。
产生的原因是:焊条过快地离开熔融金属,收弧过于突然,尤其在采用大的焊接电流时,液态金属凝固时的收缩导致裂纹的产生。
防止措施:收弧时利用手工的方法,反复熄弧再引弧2到3次填满弧坑。 |
| |
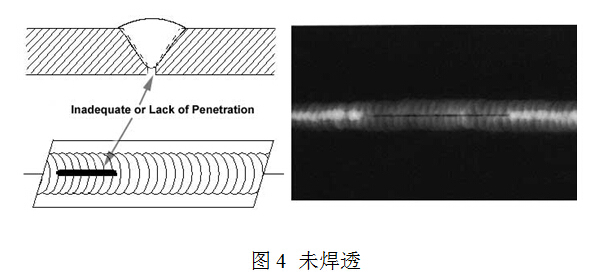
5 未焊透
未焊透是接头根部未完全熔透的现象。(如图4)
产生未焊透的原因:
(1)焊接热量输入小;
(2)不合理的接头设计;
(3)坡口面角度不合适;
(4)焊接电弧控制不当 |
 |
|
防止措施:
(1)采用合理的焊接热输入;
(2)合理的接头设计;
(3)合理的坡口面角度;
(4)对于碱性焊条采用短弧焊接; |


