| 联系我们 | 加入收藏 | 设为首页 | ||
 |
| 您当前位置:网站首页 >> 学习专区 >> 电弧螺柱焊的原理及典型参数 |
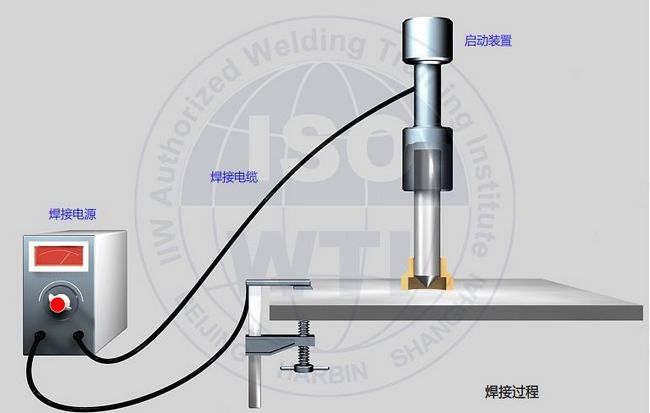
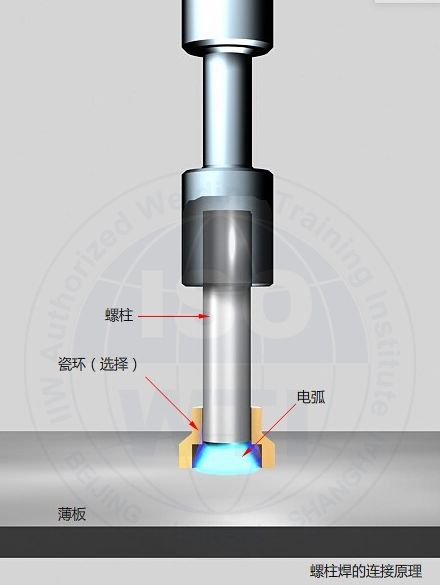
电弧螺柱焊的原理及典型参数2015-07-21 14:03:31 来源:机械工业哈尔滨焊接技术培训中心网站 浏览:21744次
|
|



| WTI哈 尔 滨:黑龙江省哈尔滨市香坊区进乡街7号 邮编:150046 电话:0451-82924020 传真:0451-82682433 | ||
| WTI北 京:北京市丰台区南四环西路188号总部基地7区2号楼 邮编:100070 电话:010-52238000 传真:010-52238085-8401 | ||
| WTI上海基地:普陀区武宁路509号电科大厦22层 | ||
| WTI苏州基地:苏州市吴中区北官渡路26号 | ||
| 电子邮箱: |
机械工业哈尔滨焊接技术培训中心 版权所有 |